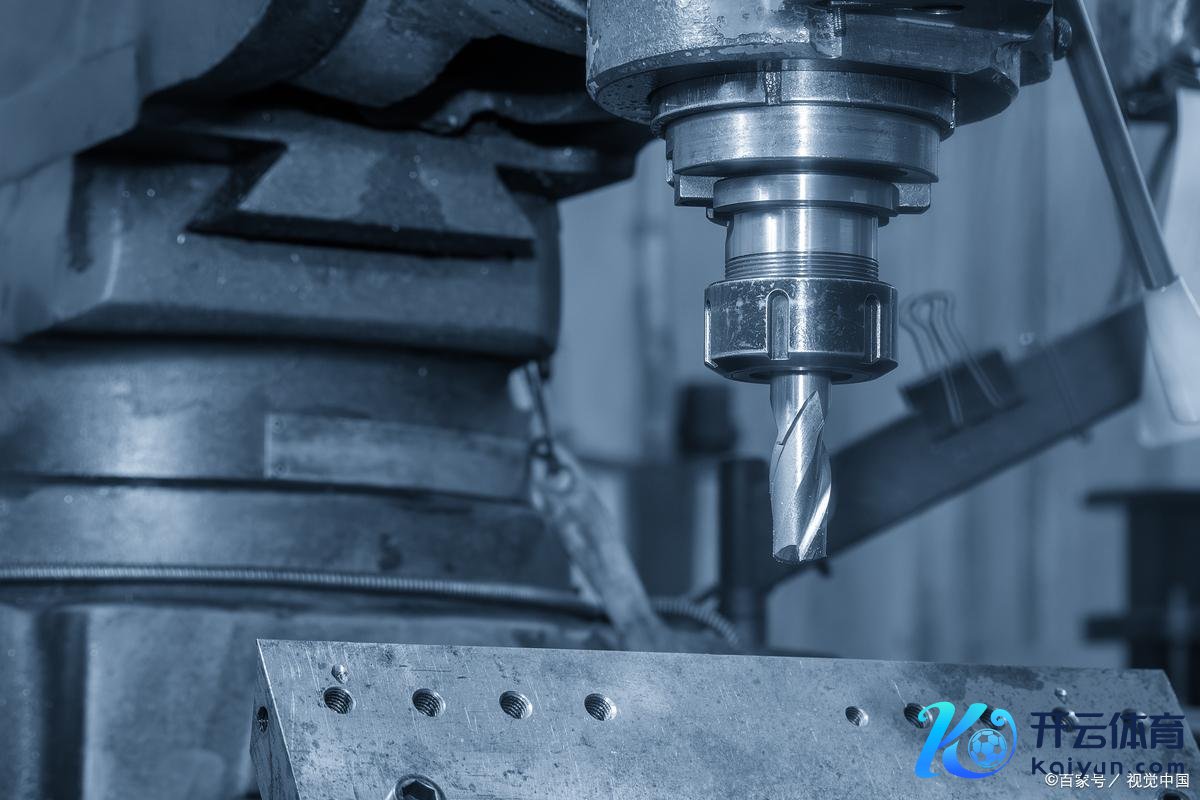
什么是铣削刀具?
铣削刀具有一个进攻构成部分铣床。铣削刀具是具有一个或多个用于铣削的齿的旋转刀具。在使命流程中,每个刀齿间歇性地堵截工件的其余部分。铣刀主要用于铣削平面、台阶、凹槽、成形面、堵截工件等。
铣削刀具的真义真义
在典型的铣削操作流程中,铣床中的刀具垂直于其本身的轴线出动,从而使其好像从刀具操纵的工件上去除饱和的材料。铣床是一种用途鄙俗的机器,不错在其上试验多种加工操作。铣床用于加工和制造各式体式和尺寸的零件。铣刀是试验这些任务的必备器具。
铣削刀具的种类
为了使铣削成为一种通用的加工工艺,市集上有多种铣刀可供遴荐。这些铣刀制形成各式尺寸、体式和材料。一些铣刀由高速钢 (HSS) 制成,而另一些则是硬质合金刀头。
1. 立铣刀:
立铣刀两侧王人有切削齿;因此,这种刀具不错十分胜仗地用于多种钻孔操作。“立铣刀”这个称号是平底刀具的常用术语。钻头和立铣刀的主要远隔在于钻头只可在轴进取切削,而立铣刀不错在各个标的切削。立铣刀包含一个或多个排屑槽,最终用于各式铣削操作。它由高速钢或硬化材料制成。这种刀具时时有两种变体。其中一种是俗称的中心切削,在刀具的两侧王人有切削刃,另一种瑕瑜中心切削刃,其中切削刃仅在一侧。
2. 粗铣刀:
粗加工立铣刀也俗称“Pippa”刀具。这些立铣刀在最严苛的操作要求下提供出色的性能。顾名念念义,它们用于从工件中索要巨额不需要的材料。时时,使用这种刀具具有较多的海浪齿。粗加工立铣刀会产生十分小的切屑,从而导致简陋的名义光洁度。
3. 操纵铣刀:
当铣刀上的切削齿存在于圆盘的圆周或操纵时,那么这些类型的铣刀就被称为圆周铣刀或操纵铣刀。这些铣刀只可在卧式铣床中使用。
4. 侧铣刀:
侧铣刀是另一种类型的铣刀,其切削齿既存在于操纵,也存在于面或结尾。侧铣刀一般用于绞线铣操作和面铣操作。它们也可用于切割槽,并制作深而窄的槽。
5. 面铣刀:
面铣刀包含一个大直径的切割体,上头有多个机械固定的插入式刀片。通过面铣刀的切割行程,通过径向深、轴向窄的切割,不错去除十分多的不需要的材料。面铣刀刀体的直径时时取决于工件的长度和工件两侧的可用瑕疵。
这些面铣刀也可用于顺铣操作。面铣刀是一种刚性十分高的切削刀具,它所提供的名义光洁度取决于进给率和刀具上的齿数。
6. 凹形铣刀:
凹形铣刀属于成形刀具的边界。成型刀具时时预备为好像在工件上创建特定体式。这种铣刀是专诚制造的一种刀具,预备用于与圆形轮廓的凸面相对应。该圆形轮廓时时就是或小于半圆。
7. Woodruff 刀具:
“Woodruff ”切削刀具时时用于切削木料料的键槽。木纹切削刀具的旯旮稍许中空,其齿毋庸于侧面切割。它的齿形有直齿和交错齿两种类型。
8. 螺纹铣刀:
螺纹铣刀是用来切削形成工件的外螺纹和内螺纹齿形的切削刀具。使用螺纹铣刀的切削流程不错加工出从M2到公称直径为1毫米的单一螺距螺纹或变螺距螺纹。
9. 球头铣刀:
球头铣刀时时也被称为球鼻铣刀。这些铣刀因其切割端呈半球形而得名。这种铣刀时时用于减少操作流程中的应力聚会。它时时适用于加工出工件的三维曲面体式。
10. 飞刀:
飞刀是由一个主体构成的,其中插入了一个或两个刀头。跟着刀头的旋转,刀头会进行较窄或较宽的切削。面铣刀在各式情况下更通用,但它们价钱贵,而这些飞刀也能完成面铣刀的加工本体,价钱很低廉,但在切削后果方面远低于面铣刀。
铣刀遴荐的原则
1.铣刀直径的遴荐
铣刀直径的遴荐因家具和分娩批次的不同而有很大的各异。刀具直径的遴荐主要取决于建树的规格和工件的加工尺寸。
平面铣刀
在遴荐面铣刀具直径时,主要要探讨刀具所需功率应在机床功率范围内,也可阐述机床主轴直径遴荐。
面铣刀直径可按D=1.5d(d为主轴直径)遴荐。
巨额量分娩时,也可按工件切削宽度的1.6倍遴荐刀具直径。
立铣刀
立铣刀直径的遴荐应主要探讨工件的加工尺寸的要求,保证刀具所需功率在机床额定功率范围内。
如若是小直径立铣刀,主要探讨的应该是机床的最大转数能否达到刀具的最小切削速率(60m/min)。
开槽刀
槽铣刀的直径和宽度应阐述被加工工件的尺寸遴荐,其切削功率应在机床允许的功率范围内。
2. 铣刀刀片的遴荐
a. 关于精加工。最佳遴荐使用研磨刀片。这种刀片具有较好的尺寸精度,因此铣削是切削刃的定位精度高,不错赢得较好的加工精度和名义简陋度。
b. 关于粗加工,最佳使用压制刀片,这么不错训斥加工资本。
压制刀片的尺寸精度和利害度比研磨刀片差,但压制刀片的刃口强度更好,在粗加工时抗冲击,能承受大切深和猛进给。
c. 利害的大前角刀片可用于铣削粘性材料(如不锈钢)。通过利害刀片的切削作用,减少了刀片于工件材料之间的摩擦,切屑不错更快地离开刀片前端。
3. 铣刀刀体的遴荐
a. 最初,在遴荐铣刀时,必须探讨齿数。
齿距的大小将决定铣削时同期参与切削的刀齿数,影响切削的平滑度和对机床切削速率的要求。
粗齿铣刀多用于粗加工,因为它具有较大的排屑槽。
在换取进给率下,粗齿铣刀的每齿切削载荷大于密齿铣刀。
b. 精铣时切削深度浅,一般为0.25-0.64mm,保举采用密齿铣刀。
c. 在重型粗铣削流程中,过大的切削力会导致刚性较低的机床出现颤振。
这种颤振会导致硬质合金刀片崩刃,从而裁汰刀具寿命。使用粗齿铣刀不错训斥对机床功率的要求。
因此。当主轴孔尺寸较小(如R8、30#、40#锥孔)时,可用粗齿铣刀进行灵验铣削。
结语
不管是在CNC铣床依然在平淡铣床上遴荐铣刀,咱们王人要详细探讨铣削的材料和硬度,铣刀的规格,如:刃长、刀长、刃径、柄径等。高速钢铣刀时时适用于平淡铣床,而CNC铣床优先采用硬质合金刀具。
#图文创作引发研究#现金万博manbext网站登录app平台